Cookies
우리는 귀하의 브라우징 경험을 향상시키고 개인화된 광고나 콘텐츠를 제공하기 위해 쿠키를 사용합니다. "를 클릭하면
쿠키 허용'을 선택하면 당사의 쿠키 사용에 동의하게 됩니다.
쿠키에 대한 자세한 내용은 당사에서 확인할 수 있습니다.
개인 정보 정책.
03, 2021
by oreelaser

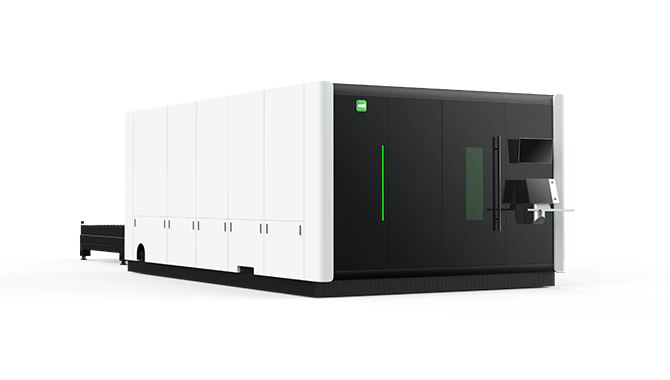
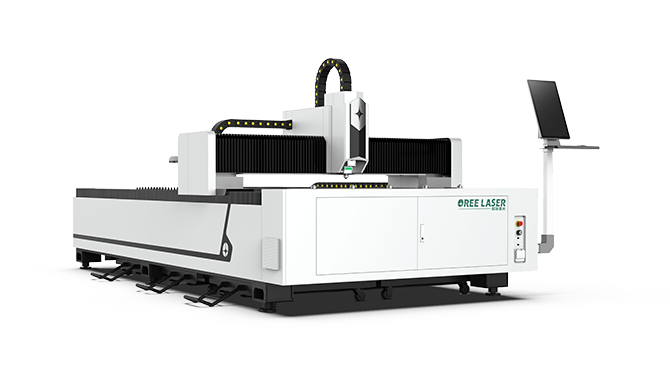
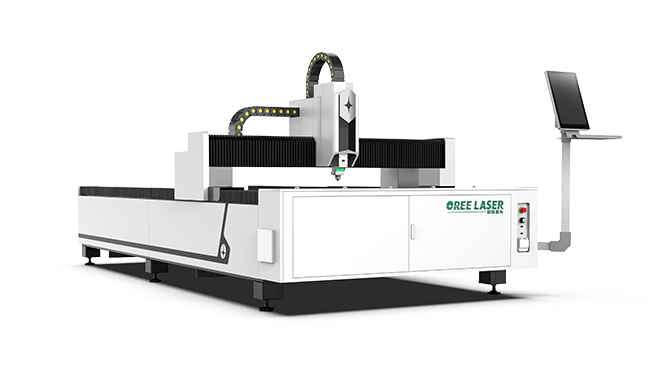
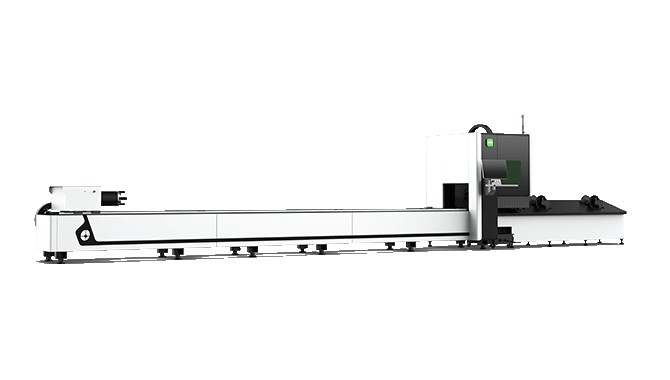
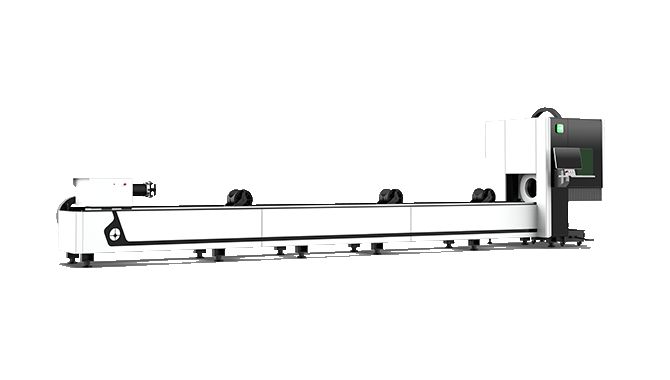
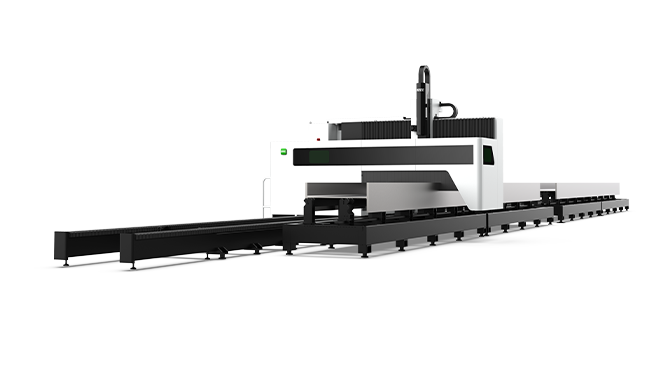
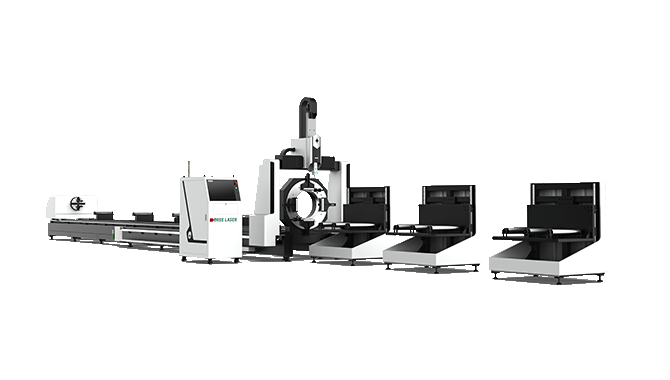
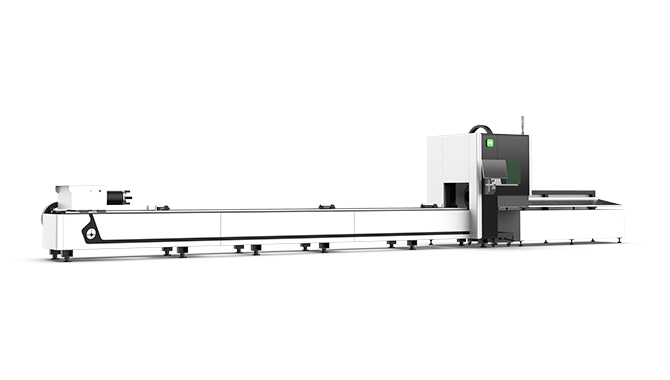
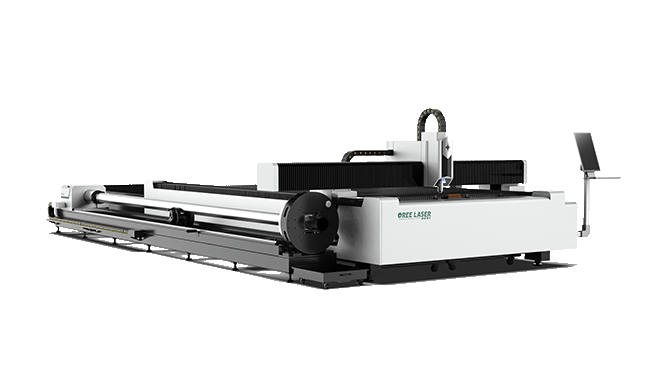
MAX15KW레이저 커팅기
탄소강 절단 테스트의 문제점 및 해결책
가공 두께 및 효과 | 문제점 | 해결책 |
25mm 매끄러운 절단면 30mm 매끄러운 절단면
40mm모사면 | 노즐 발열 | ①더 큰 노즐을 사용함 ②렌즈 오염, 세척함 ③커팅 초점 낮춤 |
커팅면 거칠임 | ①커팅 포커스를 올림 ②더 작은 노즐을 사용함 ③기체 압력 낮춤 ④커팅 속도를 올림 | |
커팅면 버 붙은 경우 | ①커팅속도 무리 ②기체 압력 올림 ③커팅 초점 조정 | |
커팅품과 도면이 불일치 | ①노즐 사출구 원형이 아닌 경우 ②레이저 빔이 중심에 아닌 경우 |
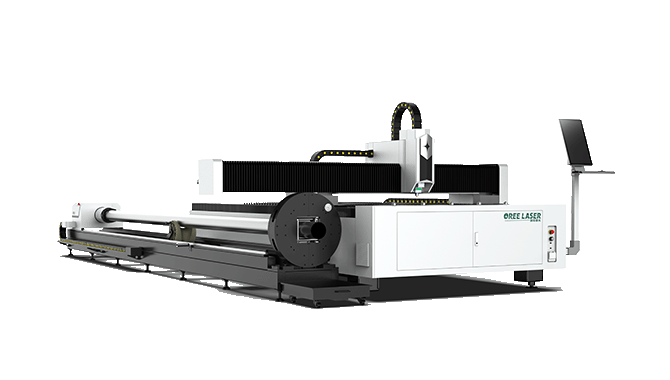
MAX15KW 레이저 커팅기
스테인리스 절단 테스트의 문제점 및 해결책
두께 및 커팅 효과 | 문제점 | 해결책 |
6mm:매끄러운 커팅면 20mm:거친 커팅면 | 분층 | ①커팅 속도 낮춤 ②기체 압력 확대 ③더 큰 노즐을 사용함 ④커팅 초점 조정 |
버 붙은 경우 | ①커팅 속도 조정 ②기체 압력 조정 ③마이너스 초점 조정 | |
커팅 효율이 떨어짐 | ①렌즈 오염 ②기체 압력 확대 | |
40mm: 소량 버 붙은 경우 | 분층 | ①주파수 감소 ②정초점 올림 ③기체 기압 확대 |
커팅면 변색 | ①듀티비 감소 ②정초점 올림 ③기체 압력 확대 |
커팅 시 안정성 테스트 방법
대량 가공 과정 중 설비의 안정과 가공 제품의 품질의 안정을 위하여 정식 대량 가공 전에 모두 안정성 테스트를 잘 해야 한다.
테스트 재질: | 6-10mm스텐인리스 | 테스트 곡선: | 나사선 |
테스트 시간: | 5-10min
| 보조 가스: | 질소 |
테스트 방법: | ① 스테인리스강 절단 파라미터를 조절하여 절단면에 슬래그가 걸리지 않고, 레이어링이 되지 않도록 한다. ②만출력 연속 5-10min을 절단하고 절단면이 일치하는지 확인한다. ③슬래그가 점차적으로 증가하면, 한 토막 잘라낸 후 푸른빛이 나면, 끊임없이 절단 등질문, 컷오프 초점 편향 설명, 컷오프 렌즈(렌즈 더러움/거울) 점검편질 차이에 열렌즈 문제) 및 초점 위치 | ||
저희 Oreelaser 레이저 절단기 공장에 방문해 주셔서 감사합니다
Copyright ® 2018 OREE LASER