Cookies
우리는 귀하의 브라우징 경험을 향상시키고 개인화된 광고나 콘텐츠를 제공하기 위해 쿠키를 사용합니다. "를 클릭하면
쿠키 허용'을 선택하면 당사의 쿠키 사용에 동의하게 됩니다.
쿠키에 대한 자세한 내용은 당사에서 확인할 수 있습니다.
개인 정보 정책.
04, 2021
by oreelaser
")
탄소강의 매끄러운 면을 절단할 때, 판재의 두께가 확정되었을 때, 하나의 극한 출력이 존재한다.
산소로 탄소강 광택면을 절단하는 과정분석:
")
▲산소의 기류 직경은 판재 표면 레이저 스포트 직경보다 작다.
(1)레이저의 3대 역할
①절단 시작 전 예열작용—절단 시작 전 강판 온도를 연소점 온도(>1000℃) 이상으로 가열하여 산소와 고온의 산화반응을 일으키도록 한다.
②절단 과정의 예열작용—절개 앞쪽 일정 구역 내의 강판을 연소점 온도 이상으로 가열하여 절단기류가 지나갈 때 표면이 빠르게 산화반응을 일으키도록 한다.
③ 절개지 열량보상작용—절개지점에서 열전도, 복사, 슬래그 제거 등으로 인한 열 손실을 보상하여 절단지 온도를 보장한다.
(2)산소의 역할
절개작용—산소는 고온의 철분과 격렬한 산화방열반응을 일으켜 금속을 녹이고 동시에 용재를 제거한다.
매끄러운 절단면 커팅 조건:
①작은 노즐로 절개하여 기류 직경이 작은 경우에 적용
② 판재 표면의 빛과 반점의 직경이 충분히 크기 때문에 큰 이점량이 필요하다.
③ 판재가 두꺼울수록 광반점 직경이 커지며 점착량도 커진다.
④ 판재 표면의 광반점을 조사하여 짧은 시간 내에 강판 온도를 연소점 온도(>1000℃) 이상으로 가열하면 된다. 과도한 출력은 오히려 열입력을 증가시켜 판재 과열의 원인이 되어 절단효과에 불리하다.
탄소강 광면 절단시 중박판, 만와트급 출력에 대한 강점을 발휘하지 못한다는 것을 알 수 있다. 해결책은 공기절단으로 스테인리스처럼 탄소강을 잘라낼 수 있고, 완와급 레이저의 에너지를 충분히 발휘해 탄소강에 대한 고속절단을 가능하게 하는 것이다.
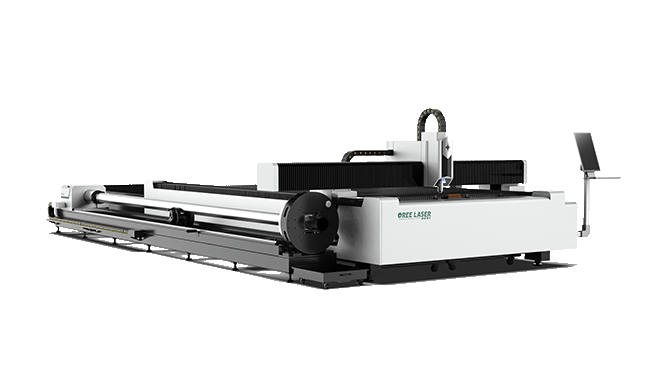
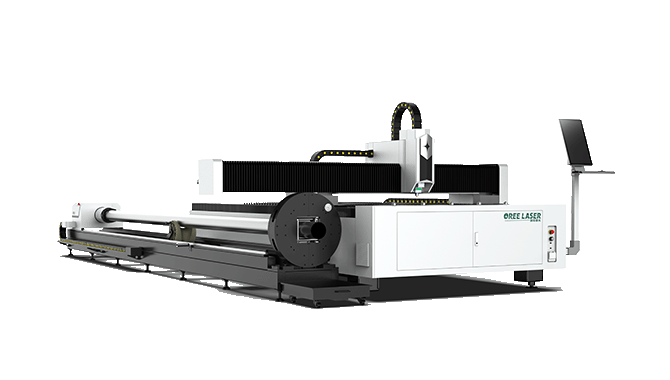
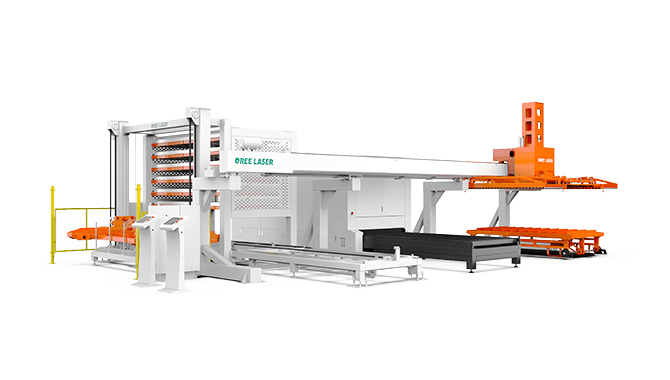
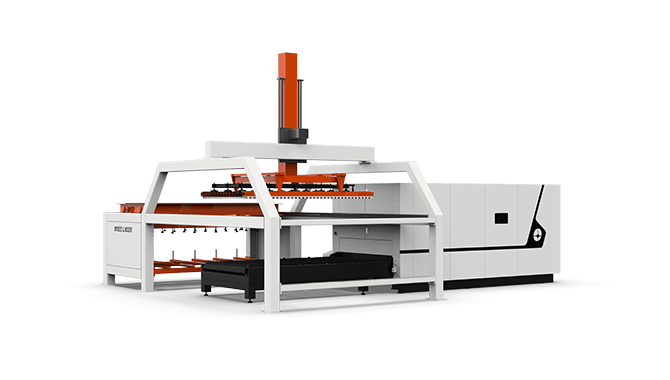
저희 Oreelaser 레이저 절단기 공장에 방문해 주셔서 감사합니다
Copyright ® 2018 OREE LASER