Cookies
우리는 귀하의 브라우징 경험을 향상시키고 개인화된 광고나 콘텐츠를 제공하기 위해 쿠키를 사용합니다. "를 클릭하면
쿠키 허용'을 선택하면 당사의 쿠키 사용에 동의하게 됩니다.
쿠키에 대한 자세한 내용은 당사에서 확인할 수 있습니다.
개인 정보 정책.
03, 2021
by oreelaser

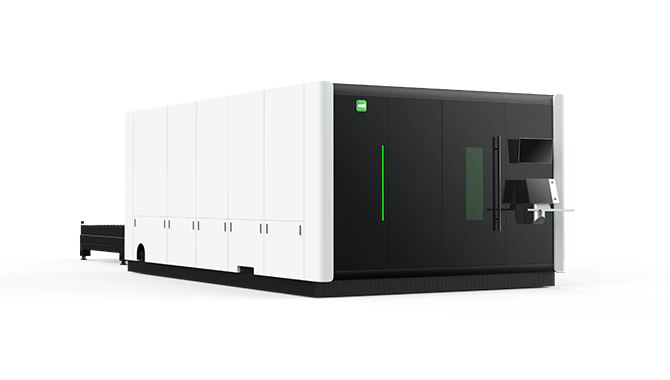
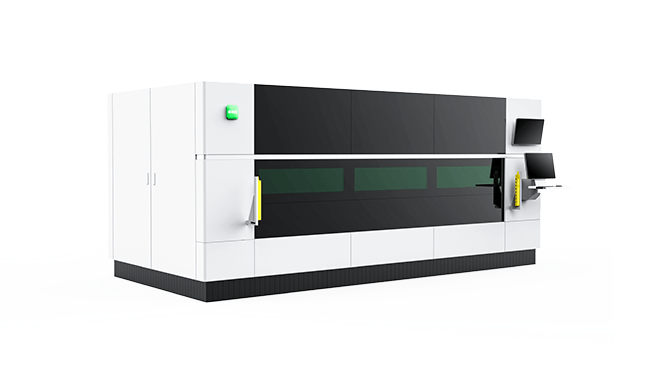
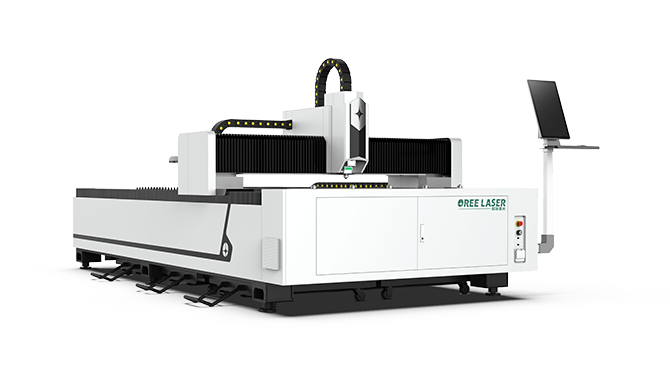
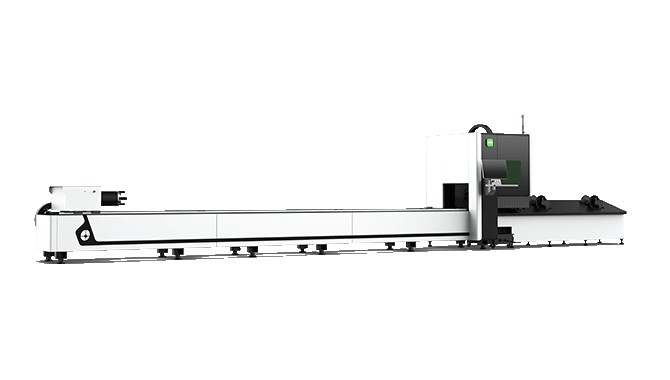
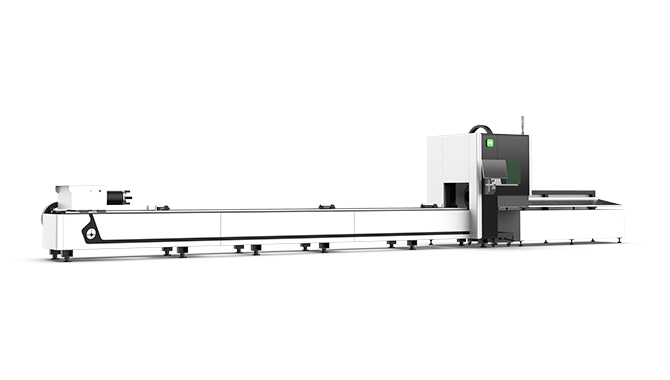
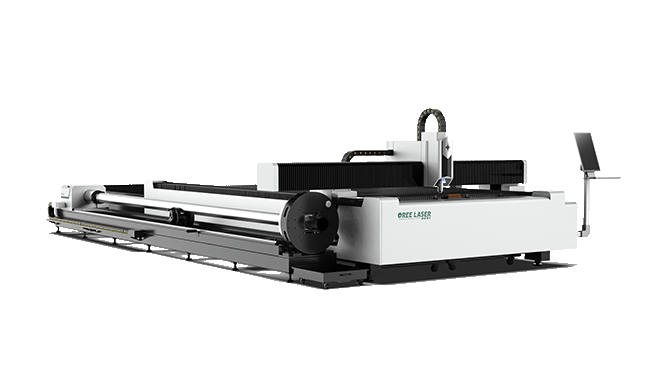
금속 가공 분야에서 레이저 커팅 탄소강은 매우 중요한 위치를 차지하고 있으며, 특히 고출력 레이저 커팅, 보푸라기 없이 잘라내는 기술, 밝은 면 커팅 등 선도적인 공정 기술을 통해 고품질 정밀 부품을 공급 받아 용접, 표면 처리 등 2차 가공 요건을 충족할 수 있다. 판재의 두께가 증가함에 따라, 밝은 면의 절개를 위해서는 고출력 레이저 뿐만 아니라 첨단 절단 공법의 파라미터 조정이 필요하며, 노즐의 선택, 초점 위치 모두 절단 효과에 영향을 줄 수 있다.
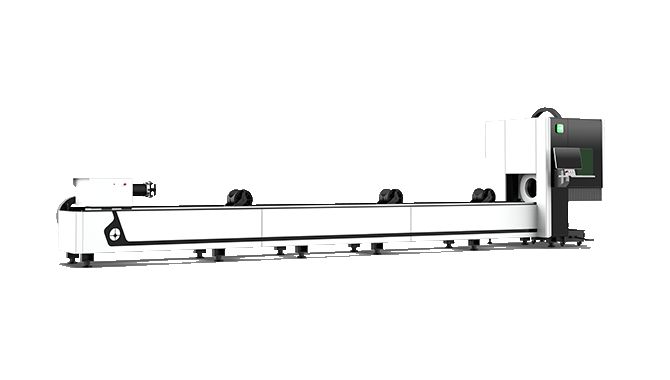
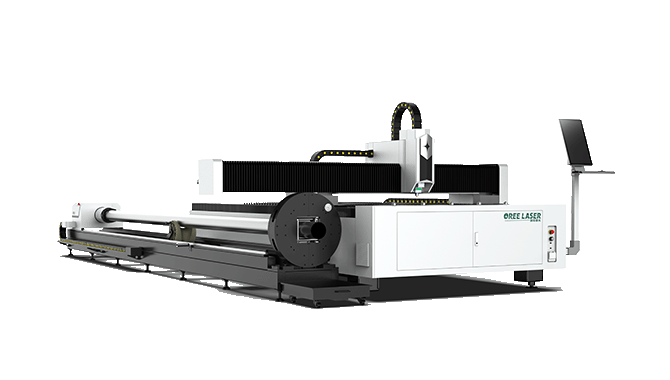
10kw급 레이저 커팅기가 탕소강 가공 시의 특성:
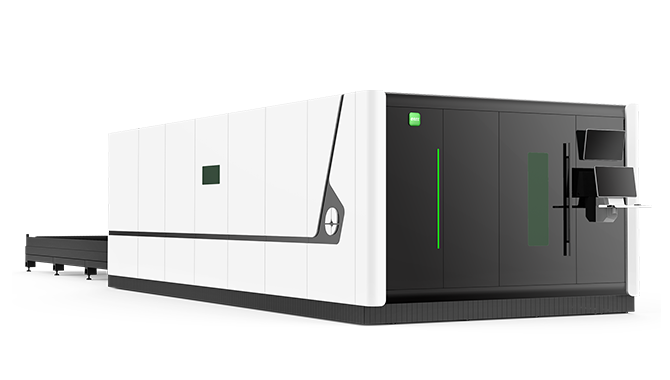
탄소강판은 산소, 포커스 방식을 사용하여 절단된다. 탄소강이 두꺼울수록 정초점, 재료 표면 광반점 클수록 노즐 크기(φ1.0-2.0mm)가 요구된다.
초점이 탄소강 절단에 미치는 영향:
일정 초점 범위 내에서 정초점이 클수록 탄소강 절단면은 매끄럽고 밝습니다.
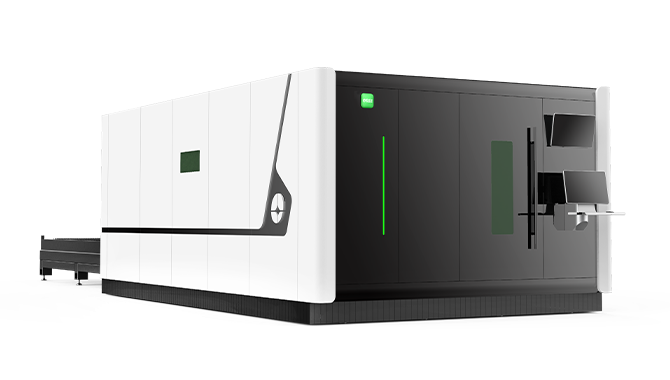
노즐이 탄소강 절단에 미치는 영향:
같은 초점에 노즐 사이즈가 작을수록 탄소강 절단면이 매끄럽고 밝을수록 송곳도 작아진다.
어떻게 적절한 노즐과 초점을 선택할까?
안정적인 가공을 위해서는 노즐 온도가 뜨겁지 않고 지속적으로 상승하지 않도록 해야 하므로 탄소강 두께에 따라 적합한 노즐과 초점 위치를 선택해야 한다. 다음은 MAX 12kw 레이저를 30초간 출력을 채우고 노즐이 뜨거워지는 경우.


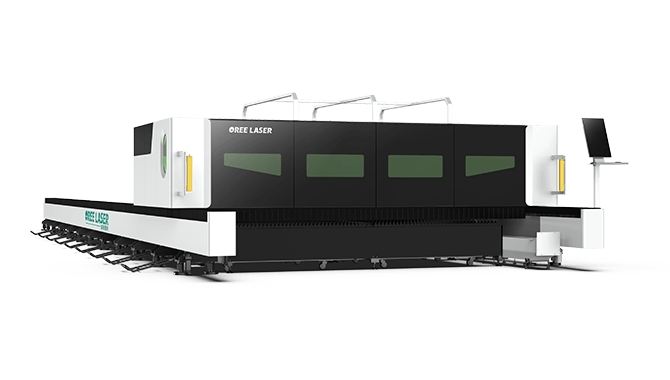
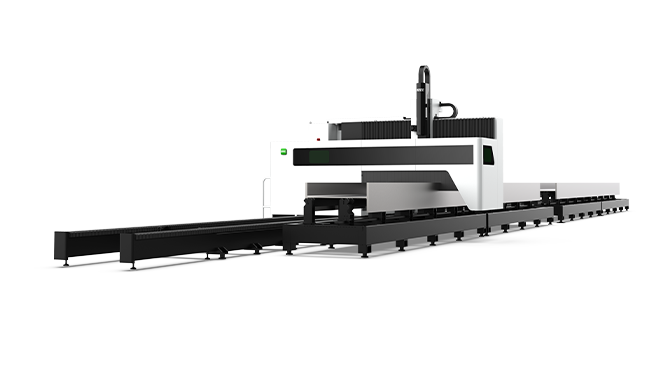
10kw급 레이저 커팅기가 두까운 탄소강을 가공 시의 꿀팁:
1.출력도가 충분하고 작은 노즐로 절단하여 더욱 매끄럽고 송곳도가 작은 제품을 만들 수 있다.
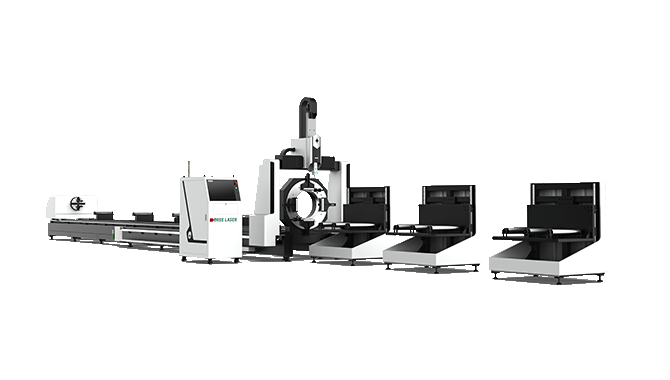
2.10kw급 레이저 커팅기 탄소강 두께판 절단 가장 큰 문제는 노즐이 뜨거워지기 때문에 엄격해야 한다.광반 조절모노즐 중심출력
3. 노즐이 뜨거워지지 않도록 한다. 노즐 크기가 작을수록 초점은 커지고 절단면
매끄러워질 수록 한다.
저희 Oreelaser 레이저 절단기 공장에 방문해 주셔서 감사합니다
Copyright ® 2018 OREE LASER