Cookies
우리는 귀하의 브라우징 경험을 향상시키고 개인화된 광고나 콘텐츠를 제공하기 위해 쿠키를 사용합니다. "를 클릭하면
쿠키 허용'을 선택하면 당사의 쿠키 사용에 동의하게 됩니다.
쿠키에 대한 자세한 내용은 당사에서 확인할 수 있습니다.
개인 정보 정책.
04, 2021
by oreelaser

이점량은 레이저 커팅 과정에서 커팅 품질에 영향을 미치는 중요한 파라미터로 스테인리스강판 무산화 커팅에서 보조가스로 용융금속을 플러싱하는 것은 스탬프량을 낮추고 커팅 품질을 높이는 데 중요하므로 초점 위치를 강판 내부에 설정하여 컷오프 폭을 넓혀 보조기체의 흐름을 증가시킬 필요가 있다. 스테인리스 강판 무산화 절단 과정에서 강판 내부로 포커스 위치를 설정하면 좋은 가공 품질을 얻을 수 있다는 것이 실제 생산 경험에서도 입증됐다.
이점량의 선택은 스테인리스강판 절단 품질에 큰 영향을 주었다:
초점위치가 적절할 때, 절삭재는 녹지만, 절삭재는 근처의 재료를 녹이지 않고, 용재가 날아가 뭉개지지 않고, 반들반들하게 갈라진 틈새를 만든다.

초점위치가 지연되었을 때 절단재 하부단위의 면적에 흡수되는 에너지가 감소하여 절단에너지가 약해져서 자재가 완전히 용해되지 않고 보조가스에 의해 날아가 버릴 수 있으며, 따라서 완전히 용해되지 않은 재료가 절단판재 하부표면에 부착된다.

초점위치가 앞쪽을 초과할 경우 절단재 하단부의 단위면적당 흡수되는 평균 에너지가 증가하여 절단된 재료와 절단된 재료가 부근의 재료를 따라 녹으면서 액체가 유동적으로 흐르게 되며 이때 보조기압 및 절단속도가 변하지 않아 녹은 재료가 구형으로 재료의 아래 표면에 부착되어 스러짐이 형성된다.

실제 생산에서는 레이저 커팅 스테인리스 패널의 초점을 재료 표면 또는 표면 이하로 맞추도록 한다.절단골 상부 폭을 넓혀 가스 및 용융물의 유동성을 높이고 단면을 매끄럽게 해 절단 품질을 높였기 때문이다. 절단 과정에서 서로 다른 두께의 강판에 대해 초점 위치가 정해진 값이 없다. 강판 표면이나 표면에 초점 위치를 취할 때 강판 하부의 평균 출력 밀도가 작고 에너지가 부족하기 때문에 아래 표면에 스러짐이 발생하기 쉽다. 따라서 레이저가 스테인리스 강판을 절단할 때 초점 위치는 소재 내부에서 선택해야 한다. 가스 및 용융 금속의 유동성을 높이고 하부에 충분한 에너지 밀도를 보장하여 평활면의 범위를 확대하였다.
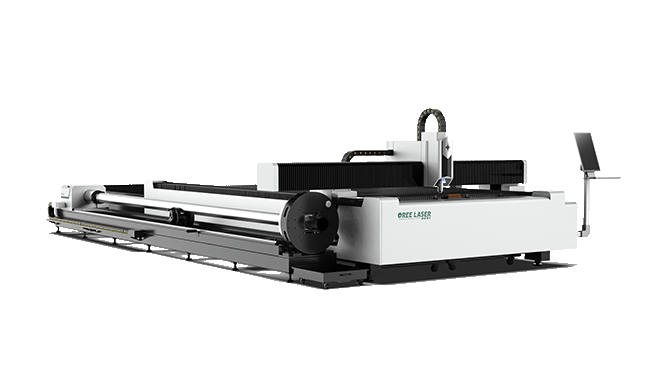
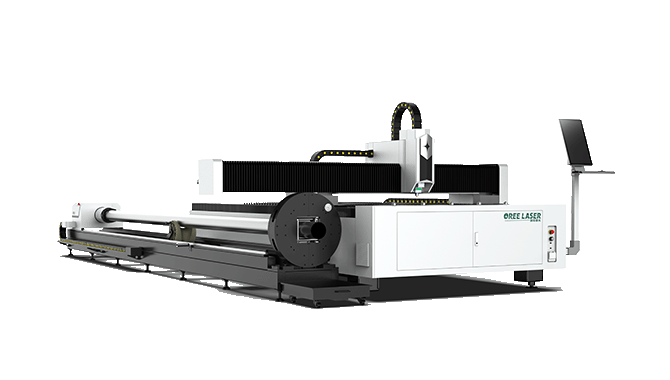
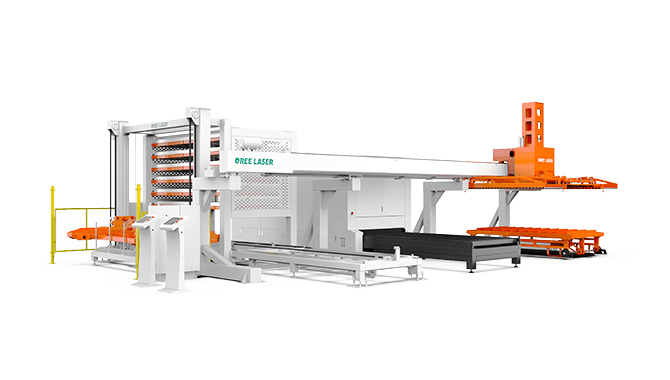
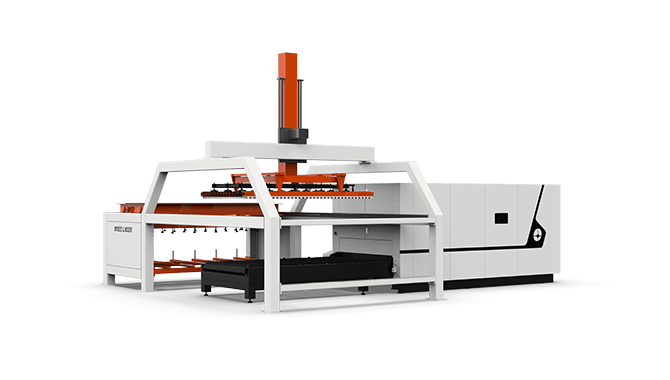
저희 Oreelaser 레이저 절단기 공장에 방문해 주셔서 감사합니다
Copyright ® 2018 OREE LASER