Cookies
우리는 귀하의 브라우징 경험을 향상시키고 개인화된 광고나 콘텐츠를 제공하기 위해 쿠키를 사용합니다. "를 클릭하면
쿠키 허용'을 선택하면 당사의 쿠키 사용에 동의하게 됩니다.
쿠키에 대한 자세한 내용은 당사에서 확인할 수 있습니다.
개인 정보 정책.
02, 2021
by Oree laser
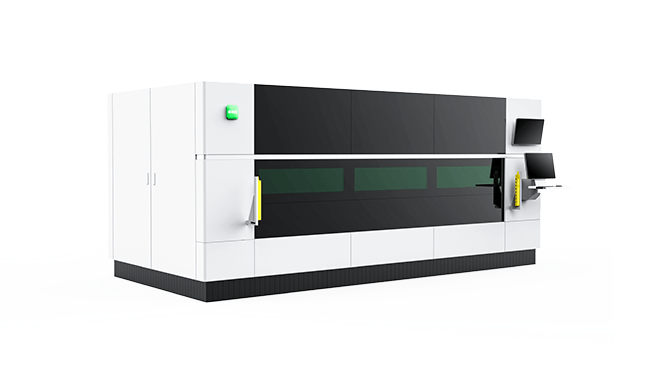
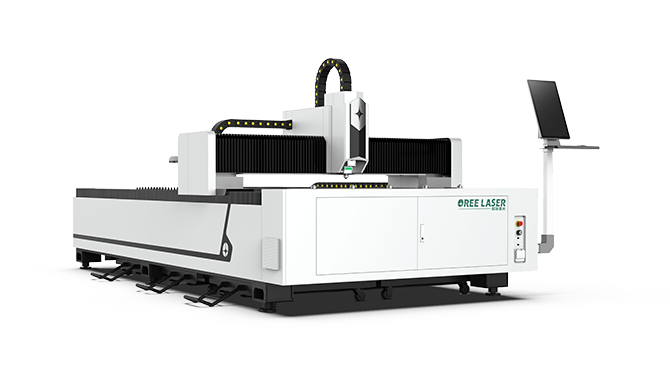
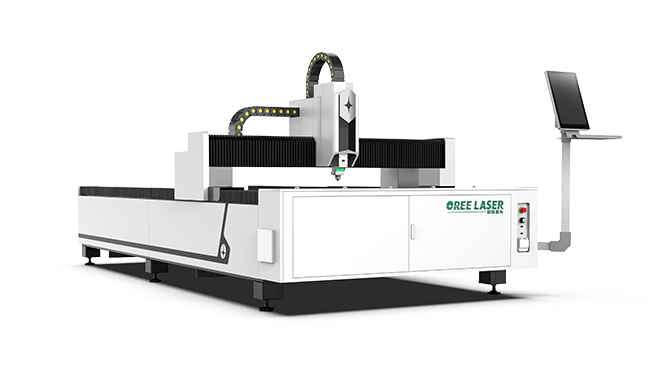
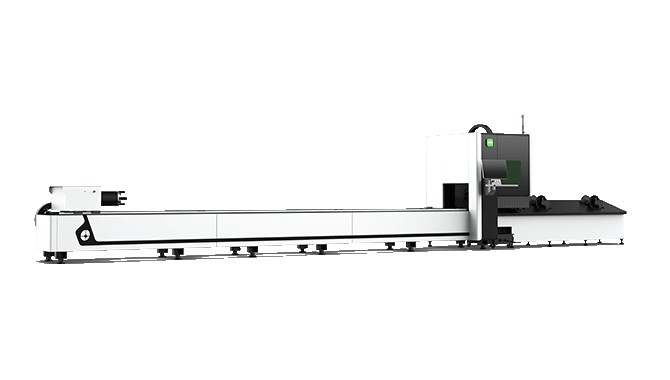
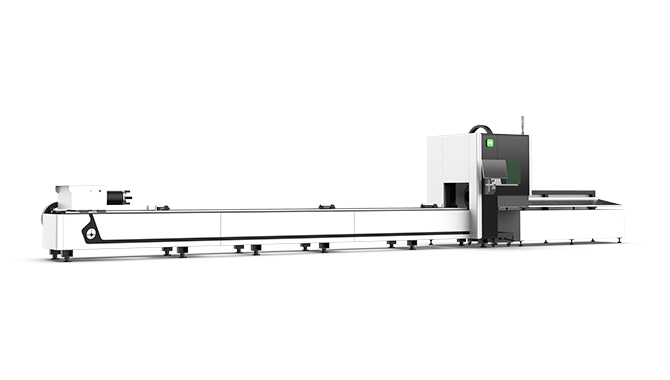
휴가 후 작업을 재개할 때 레이저 커팅기를 재가동 시 주의사항
오래 사용하지 않은 레이저 커팅기는 어떻게 켜야 하나요? Oree Laser는 다음 내용을 확인하고 레이저 커팅기를 조심스럽게 시작하라고 알려줍니다.
실험 전 준비
01 인력과 장비의 안전을 확보하기 위하여 레이저 소스와 칠러의 총 전원공급이 차단되고, 작업실행이 엄격히 금지되도록 할 필요가 있다.
02 냉각기의 모든 입구 및 출구 밸브를 닫는다.
알림: 언제라도 레이저 방출 방향으로 눈을 돌리지 마십시오.

1.시스템 점검 및 유지관리
[1] 전원공급장치
01 전원 공급 라인: 심각한 벤딩, 손상, 분리 없음;
02 전원 코드 연결: 플러그를 눌러 연결부가 단단히 연결되었는지 확인합니다;
03 제어 신호 라인: 인터페이스는 느슨함 없이 단단히 연결되어 있습니다.
[2] 가스공급장치
01 공기 파이프라인: 손상, 막힘, 양호한 기밀성
02 각 가스관의 이음부를 단단하고 방해받지 않는 연결부가 되도록 조인다.
03 기기 제조자의 요구조건에 따라 규격에 맞는 가스를 사용한다.

[3] 칠러
01 냉각수 입구 및 출구 밸브 닫힘을 다시 확인합니다;
02 물탱크/파이프: 구부러짐, 막힘, 손상 없음, 물탱크 및 파이프 청소;
03 모든 수도관 이음매는 단단하고 막힘이 없는 연결부가 되도록 조인다.
04 국소 온도가 5°C 미만일 경우 온수기 내부 배관을 장시간 블로잉하여 동파가 발생하지 않는지 확인한다.

알림: 0℃ 미만의 환경에서 장시간 장비를 정지할 경우 냉각수 파이프에서 얼음 또는 얼음의 흔적이 있는지 주의 깊게 확인하십시오. 징후를 발견하면 작업 후 더 큰 손실을 방지하기 위해 장비 공급업체에 미리 문의하십시오!
05 지정된 양의 증류수를 냉각수 쿨러에 붓고 30분간 방치하여 누수의 징후가 없는지 확인한다.
알림: 온도가 5℃ 이하이면 올바른 방법에 따라 희석하여 부동액을 첨가해야 합니다.
06 쿨러의 전원 스위치를 켜고, 다른 장비의 전원을 끄지 않는다.
07 냉각기의 냉각수 입구 및 출구 밸브를 소량 개방하고 냉각기를 가동한 후 냉각수를 레이저와 광학 헤드에서 다시 수조로 낮은 유량으로 순환시키고, 냉각수 회로 파이프라인의 과잉 공기를 배출한다. 이 프로세스는 1분 이내에 완료할 것을 권장합니다.
08 수조 수위 표시를 한 후 30분간 더 유지하여 수위 변화 여부를 관찰하고 내부 배관에 누수가 없는지 확인한다.
09 When there is no problem with the above confirmation, restart the water chiller and open the water valve normally, and wait for the water temperature to reach the set temperature to prepare for the operation of the equipment.
09 상기 확인에 이상이 없을 때에는 냉각기를 재가동하여 정상적으로 온수밸브를 개방한 후 수온이 설정온도에 도달할 때까지 기다렸다가 장비 운전을 준비한다.
장비운전시험
[1]장비의 전원을 켜기 전 준비
01 냉각기의 수온이 설정온도에 도달했는지 확인한다.
02 Laser Processing System의 전원을 켜집니다. 레이저의 전원이 켜지면 레이저 패널의 전원 표시등이 켜집니다.

알림: 먼저 광학 회로를 점검하고, 빛을 직접 방출하거나 처리하지 마십시오. 레이저가 시작된 후 표시등이 정상인지, 알람이 있는지 관찰하십시오. 알람이 감지되면 레이저 모니터링 소프트웨어에 연결하여 알람 정보를 보고 장비 공급업체에 문의할 수 있습니다!
[2]발광 전 검출
01 적색광검출법을 사용하여 렌즈 청결상태 확인 방법, 아래와 같이 한다.
노즐: 2.0mm 이상의 단일 레이어 노즐 크기;
공구: 백지;
탐지 방법:
1.Oree 섬유 레이저 절삭기에 구성된 MAX 레이저를 켤 때 빨간색 표시등이 켜집니다;
2.백서는 커팅 헤드의 노즐에서 약 300mm 떨어져 있어 적색광을 볼 수 있다.
3. 적신호에 검은색 반점이 뚜렷하거나 검은 물체가 불규칙한 경우 렌즈가 더러워 절단 및 디버깅 전에 세척해야 합니다.

02 동축 시험: 노즐 출구 구멍과 레이저 빔 사이의 동축성을 판단한다.
노즐: 1.2mm 크기;
공구: 스카치 테이프;
스카치 테이프 용지 방법:
1. 레이저가 노즐 중앙에 오도록 초점 0에서 동축을 조정합니다;
2.초점 ±6mm에서 빛을 도트한다;
3. 초점 0과 ±6mm 광점이 모두 노즐 중앙에 있으면 정상이며, 그렇지 않으면 커팅 헤드를 교체하거나 레이저 광선이 상쇄됩니다.

위의 검사를 완료하면 레이저 커팅기가 정상적으로 사용할 수 있습니다.
저희 Oreelaser 레이저 절단기 공장에 방문해 주셔서 감사합니다
Copyright ® 2018 OREE LASER