Cookies
우리는 귀하의 브라우징 경험을 향상시키고 개인화된 광고나 콘텐츠를 제공하기 위해 쿠키를 사용합니다. "를 클릭하면
쿠키 허용'을 선택하면 당사의 쿠키 사용에 동의하게 됩니다.
쿠키에 대한 자세한 내용은 당사에서 확인할 수 있습니다.
개인 정보 정책.
07, 2019
by oreelaser
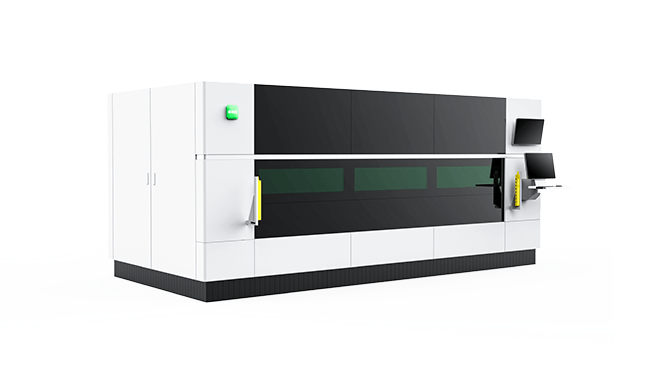
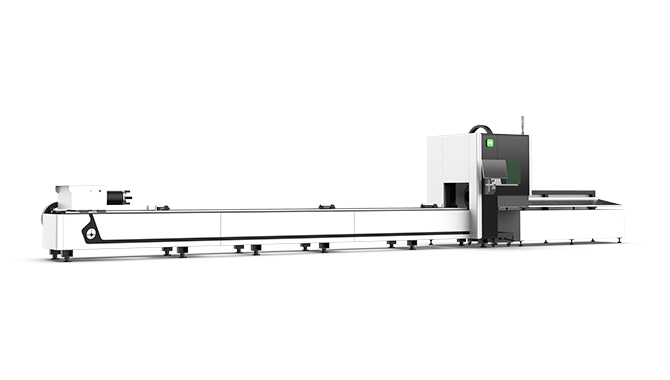
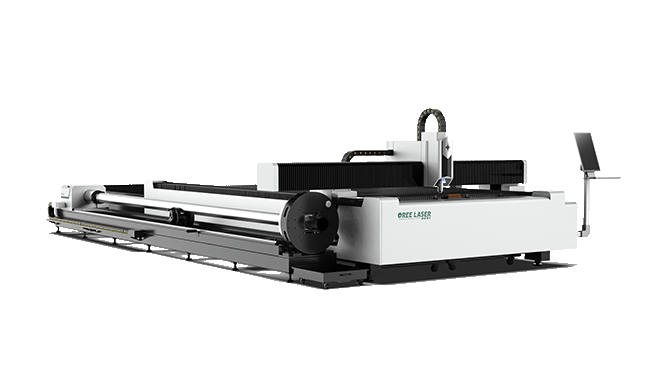
탄소강을 레이저로 절단 할 때 가공물에 바리가 나타나는 일반적인 현상이 발생합니다. 그런 현상이 일어나는 이유는 무엇입니까, Oree 레이저는 그것을 배우기 위해 당신을 데려 갈 것입니다.
레이저가 탄소강을 절단 할 때, 가공물에는 버가 발생합니다.
가능한 원인은 다음과 같습니다.
(1) 레이저 초점 위치가 오프셋됩니다. 초점 위치 테스트를 수행해야합니다. 그리고 레이저 초점의 오프셋에 따라 오프셋을 조정하십시오.
(2) 레이저의 출력이 충분하지 않습니다. 레이저 발생기의 작동이 정상인지 확인해야합니다. 정상적인 경우 레이저 조절 버튼의 출력 값이 올바르게 조정되지 않았는지 확인하십시오.
(3) 절단 선 속도가 너무 느립니다. 그리고 작동 제어 중에 라인 속도를 높이는 것이 필요합니다.
(4) 절단 가스가 충분히 순수하지 않다. 고품질의 절삭 가공 가스를 공급할 필요가 있습니다.
(5) 기계 작동 시간이 너무 길면 불안정합니다. 이때는 시스템을 종료했다가 다시 시작해야합니다.
완전히 절단되지 않은 레이저.
다음은 레이저가 완전히 절단되지 않는 이유입니다.
(1) 레이저 노즐의 선택이 가공 판의 두께와 일치하지 않습니다. 노즐이나 가공 판을 교체해야합니다.
(2) 레이저 절단 선 속도가 너무 빠릅니다. 우리는 회선 속도를 제어하고 줄여야합니다.
우리는 탄소강 절단시 비정상적인 불꽃이있을 때 다음과 같은 이유를 고려해야합니다.
우리는 탄소강을 정상적으로 절단 할 때 불꽃이 길고 평평하며 분열이 적다는 것을 알고 있습니다. 비정상적인 스파크의 발생은 가공물의 절단면의 매끄러움과 품질에 영향을 미칩니다.
이 경우 다른 매개 변수가 정상이면 다음 사항을 고려해야합니다.
(1) 레이저 헤드 노즐에 심각한 손실이 있습니다. 노즐을 제 시간에 교체해야합니다.
(2) 새로운 노즐 교체가없는 경우 작동 가스 압력을 증가시켜야합니다.
(3) 노즐과 레이저 헤드 연결부의 나사가 느슨하면 절삭을 즉시 중단하고 레이저 헤드의 연결 상태를 확인한 다음 나사를 다시 조이십시오.
저희 Oreelaser 레이저 절단기 공장에 방문해 주셔서 감사합니다
Copyright ® 2018 OREE LASER