Cookies
우리는 귀하의 브라우징 경험을 향상시키고 개인화된 광고나 콘텐츠를 제공하기 위해 쿠키를 사용합니다. "를 클릭하면
쿠키 허용'을 선택하면 당사의 쿠키 사용에 동의하게 됩니다.
쿠키에 대한 자세한 내용은 당사에서 확인할 수 있습니다.
개인 정보 정책.
11, 2019
by Oree Laser
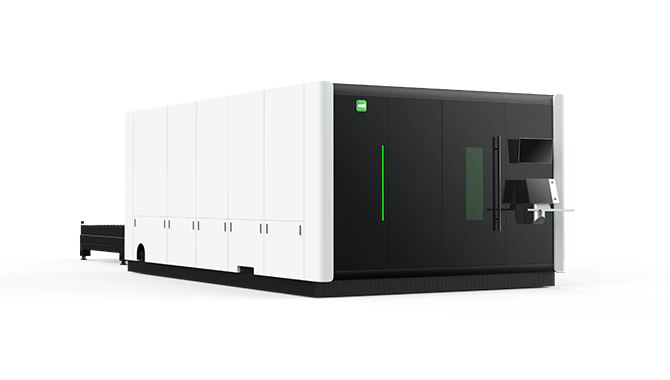
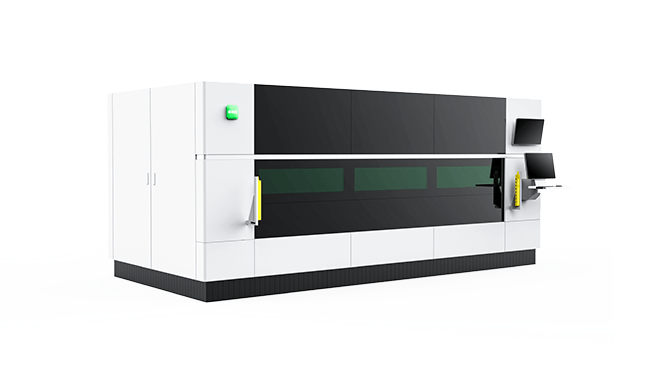
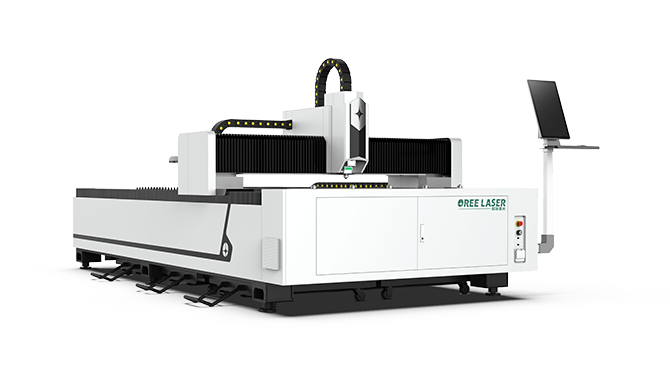
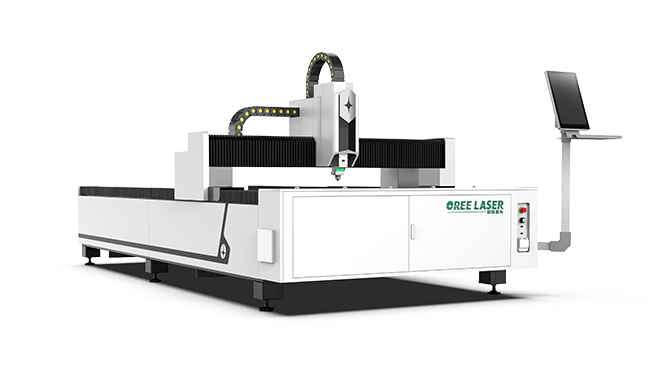
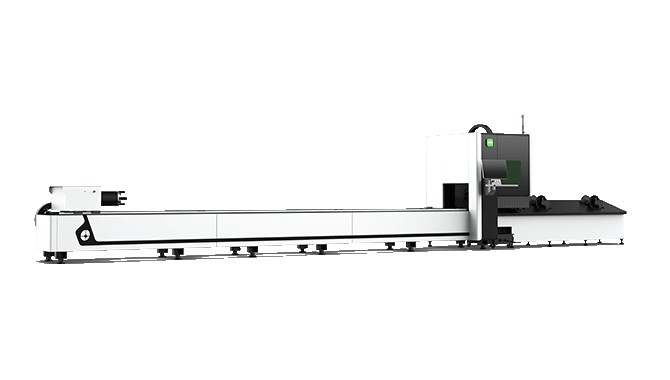
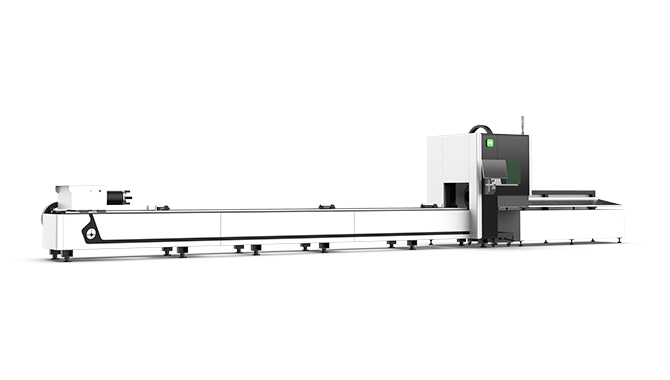
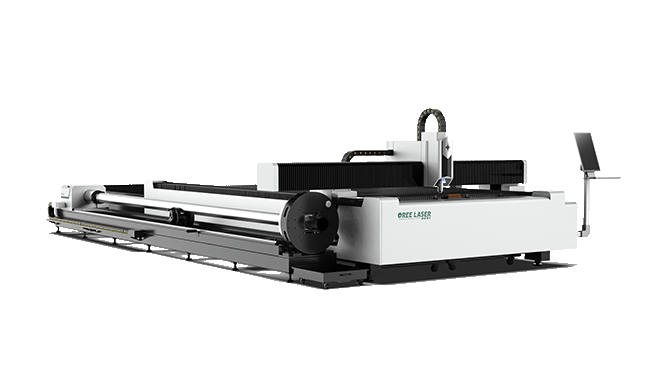
제조 분야에서 레이저 절단 기술의 인기는 레이저 절단의 품질은 대부분의 장비 응용 고객의 생산성 및 효율성과 밀접한 관련이 있습니다. 레이저 절단 공정에서 절단 품질 성능에 영향을 미치는 요소는 레이저 빔 품질, 레이저 출력, 절단 속도, 공작물 두께, 재료 유형 등입니다. 또한 절단 헤드 노즐 설계, 기류 제어 등도 중요한 요소입니다.

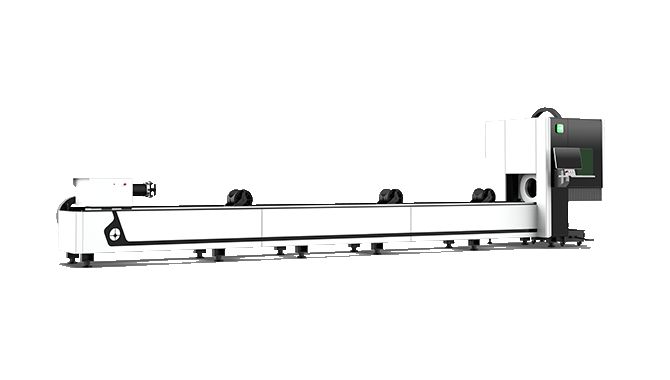
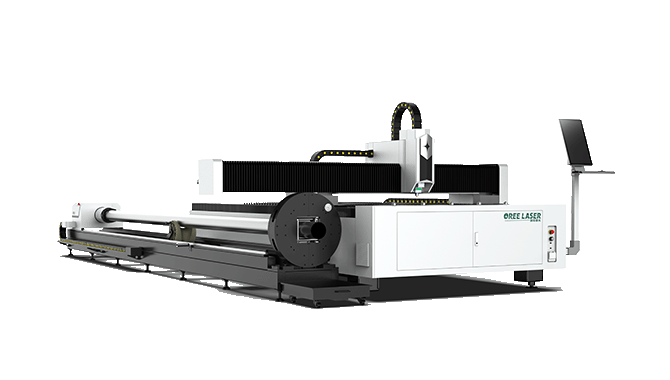
커팅 헤드 노즐은 초점 렌즈를 보호하면서 보조 가스를 제어하는 데 도움이되도록 Oree 커팅 헤드의 전단에 설치됩니다. 절단 과정에서 스플래쉬 바운스를 방지하기 위해 절단 과정에서 절단 재료가 노즐과 안정적인 거리를 유지합니다. 노즐의 직경은 기류 모양, 가스 확산 영역 및 절개 부에 들어가는 가스 속도를 결정하여 용융물의 제거 및 절단 안정성에 영향을 미칩니다. 슬릿으로의 유속이 클수록 속도와 공작물이 기류의 올바른 위치에 있으며, 용융물을 제거하기 위해 분무하는 능력

동시에 플레이트의 두께도 고려해야하며 노즐의 직경은 두께가 다른 플레이트에 다른 영향을 미칩니다. 3mm 이상의 두꺼운 판을 절단 할 때 노즐 직경은 1.5mm이며 절단 효과가 안정적입니다. 얇은 판을 절단 할 때 직경 1mm의 노즐로 절단면이 더 미세해질 수 있습니다.
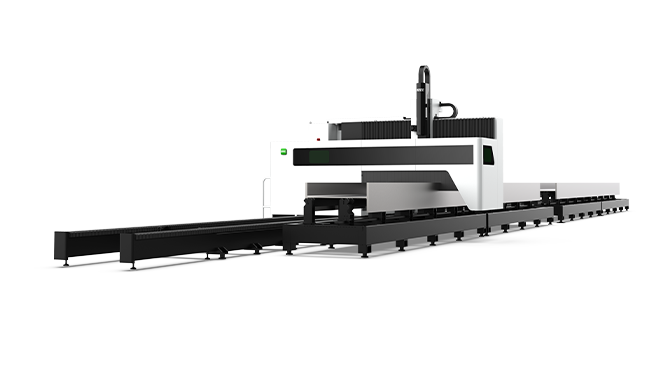
실제 사용 공정에서 노즐과 레이저 출력 빔이 동축이 아닌 경우 효과적인 절단을 보장하기 위해 과도한 슬릿 폭, 노즐 손상, 절단 표면 용융 등의 문제를 피하십시오. 노즐 구멍의 중심은 레이저 빔과 동축으로.

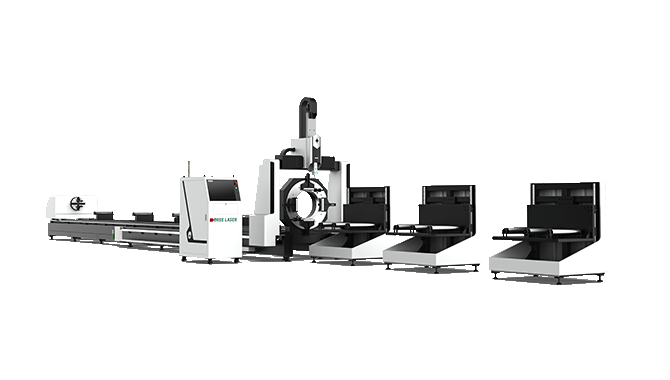
구체적인 방법 :
노즐 출구의 끝면에 흰색 접착제를 바르고 펀칭을위한 레이저 출력 전력을 조정하고 흰색 접착제에 가운데 구멍이 있는지와 가운데 구멍의 위치를 관찰하고 동시에 미러 캐비티 핸들의 조정 나사를 조정하십시오 백색 접착제의 레이저 구멍이 노즐 중심과 일치하므로 레이저 출력 센터가 노즐 중심과 일치하는지 확인하십시오.
저희 Oreelaser 레이저 절단기 공장에 방문해 주셔서 감사합니다
Copyright ® 2018 OREE LASER