Cookies
우리는 귀하의 브라우징 경험을 향상시키고 개인화된 광고나 콘텐츠를 제공하기 위해 쿠키를 사용합니다. "를 클릭하면
쿠키 허용'을 선택하면 당사의 쿠키 사용에 동의하게 됩니다.
쿠키에 대한 자세한 내용은 당사에서 확인할 수 있습니다.
개인 정보 정책.
01, 2020
by Oree Laser
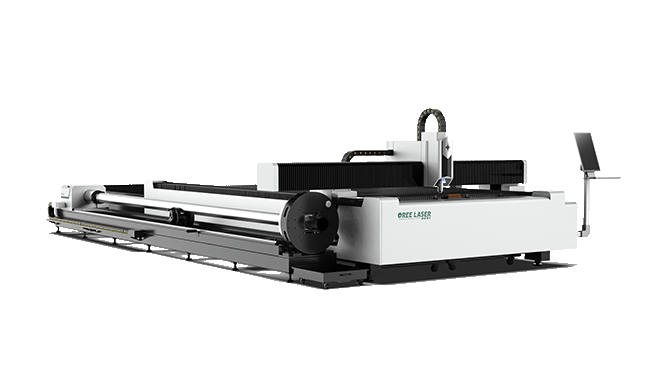
스테인레스 강판은 여러 분야에서 10 분 동안 사랑받는 소재로, 모든면에서 우수한 성능과 긴 서비스 수명을 자랑하며, 기계 제조, 건축 공학, 주방 용품 제조 및 레일에 널리 사용됩니다. 차량 및 기타 산업. 오늘날 대부분의 스테인레스 강판은 레이저 절단 방식이며 고품질의 스테인레스 강판을 절단하려면 특정 기술이 필요합니다.
두꺼운 후판 절단 및 디버깅 방법
노즐 선택:고객의 스테인리스 스틸 두께에 따라 노즐 크기를 결정하고 필요한 공기 압력을 조정하십시오
주파수 제어:섹션에 따라 기본 매개 변수를 입력하고 빈도를 늘리거나 줄입니다.
듀티 사이클:기본 파라미터를 입력하고 단면에 따라 듀티 사이클을 늘리거나 줄입니다.
초점 속도:섹션 효과 달성, 속도 증가, 가장 빠른 값 디버깅
매개 변수 결정:실제 생산에서 듀티 사이클은 임계 값보다 높으며 속도는 한계 값 90 %입니다
▲ 단면 레이어링은 주파수를 줄이거 나 포지티브 포커스를 적절하게 줄여야하며 섹션의 황변은 듀티 사이클을 줄여야합니다
▲ 주파수를 높이고 듀티 사이클을 늘리면 속도가 증가 할 수 있지만 단면 효과는 차이 레이어가되며 실제 조건에 따라 매개 변수를 조정하여 수요 균형을 맞출 수 있습니다.
노즐 선택
노즐의 직경은 컷에 들어가는 기류의 모양, 가스 확산 영역 및 기류의 속도를 결정하며, 이는 용융물의 제거 및 절단의 안정성에 영향을 미칩니다. 컷으로 들어가는 공기 흐름이 크고 속도가 빠르며 공기 흐름에서 공작물의 위치가 적절할수록 스프레이가 용융물을 제거 할 수있는 능력이 강해집니다. 스테인레스 스틸이 두꺼울수록 노즐 지름이 커지고 공기 압력 설정이 높아 지므로 압력과 유량이 동시에 충족되어야 일반 단면 효과를 줄일 수 있습니다.

스테인레스 스틸이 두꺼울수록 노즐을 더 많이 사용해야하고 비례 밸브 설정이 커지고 유량이 클수록 더 많은 압력을 보장 할 수 있으며 일반 단면 효과를 줄일 수 있습니다. 동시에 절단 효과를 보장하고 노즐 손상을 방지합니다. 절단 공정 전에 노즐과 레이저 출력 빔이 동축인지 확인하기 위해 동축 테스트도 필요합니다.
테스트 방법 : 노즐 끝면에 스카치 테이프를 붙이고 펀칭 할 레이저 출력 전력을 조정하고, 스카치 테이프에 센터 홀과 센터 홀의 위치가 있는지 확인한 다음 레이저가 켜질 때까지 미러 캐비티 핸들의 조정 나사를 조정합니다. 스카치 테이프의 구멍은 노즐의 중심과 일치합니다.

주파수 디버깅
스테인레스 스틸 후판 절단에 대한 주파수 변화의 영향 : 주파수가 500-200HZ에서 감소하고, 절단 섹션 효과가 미세 해지고 층이 점차 향상됩니다. 주파수가 100HZ로 설정되면 절단 할 수 없으며 청색광에 대항합니다. 주파수를 변경하여 최적의 주파수 범위를 찾으십시오. 최상의 절단 프로파일을 보장하려면 펄스 수를 단일 펄스의 에너지와 완벽하게 일치시켜야합니다.

듀티 사이클 디버깅
듀티 사이클 변경이 스테인레스 스틸 후판 절단에 미치는 영향 : 듀티 사이클 53 %는 임계 값이며, 듀티 사이클을 계속 감소시키고, 비 표면이 아래쪽 표면에 나타나고, 듀티 사이클이 60 %로 증가하고, 단면이 거칠어지고 박리됩니다. 분명히, 절단면은 노란색입니다

초점 선택
초점이 다르고 절단 할 수있는 두께, 재질 및 품질도 다르므로 재질과 두께를 다른 초점으로 조정해야합니다. 절단하기 전에 실제 영점을 측정 한 다음 절단 프로세스 매개 변수를 참조하여 가장 적합한 절단 초점을 더 빨리 결정하십시오.
질감 | 두께 | 절단 방법 | 초점 |
스테인레스 | ≤25mm | 최대 전력 연속 경 절삭 | -초점 |
>30mm | 최대 피크 전력 펄스 절단 | +초점 |
참고 : 위의 매개 변수 디버깅 방법은 특정 파워 레이저와 두께 판에 따라 특정 값을 결정해야합니다.
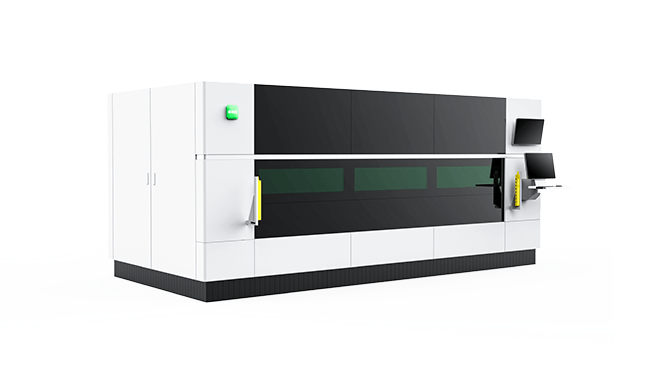
스테인레스 스틸 절단 Oree 10000w 레이저의 효과

저희 Oreelaser 레이저 절단기 공장에 방문해 주셔서 감사합니다
Copyright ® 2018 OREE LASER