Cookies
우리는 귀하의 브라우징 경험을 향상시키고 개인화된 광고나 콘텐츠를 제공하기 위해 쿠키를 사용합니다. "를 클릭하면
쿠키 허용'을 선택하면 당사의 쿠키 사용에 동의하게 됩니다.
쿠키에 대한 자세한 내용은 당사에서 확인할 수 있습니다.
개인 정보 정책.
11, 2019
by Oree Laser
레이저 절단 탄소 강판은 열 절단에 해당하며, 각 절단 조건이 올바르다.통상적인 경우 탄소강 절단 효과는 털 가시가 없고 견인선이 일치해야 하며 아래 그림에 나와 있습니다.

그러나 어떤 부정 조작 디버깅으로 인해 문제가 발생할 수 있으며,에 근거한 이유로 조정하다.
밑면의 견인선이 크게 치우쳐 있고 밑면의 절개가 더폭

가능한 원인 | 해결 방법 |
진입급속률이 너무 높음 | 진급율 감소 |
레이저 출력 너무 높음낮음 | 레이저공 추가레이트 |
공기압이 너무 낮음 | 공기압 증가 |
초점이 너무 높음 | 포커스 하향 |
밑면의 가시는 녹슬지 않은 찌꺼기와 유사하여 작은 방울처럼 되어 쉽게 제거한다.가다

| 가능한 원인 | 해결 방법 |
진입급속률이 너무 높음 | 진급률 |
공기압이 너무 낮음 | 감소기압 |
초점이 너무 높아 | 초점 낮춰 |
연결되어 있는 금속의 가시는 한 덩어리로 제거될 수 있다

| 가능한 원인 | 해결 방법 |
포커스가 너무 높음 | 초점을 낮추다 |
밑면에 있는 금속의 가시는 제거하기 어렵다

| 가능한 원인 | 해결 방법 |
진입급속률이 너무 높음 | 진급률 |
공기압이 너무 낮음 | 감소기압 |
가스 불순 | 더 순한 가스 |
초점이 너무 높음 | 를 사용하여 초점을 낮춘다 |
판재 절개부 한쪽에만 털 가시

| 가능한 원인 | 해결 방법 |
노즐 쌍에서 부정확함 | 대 중 노즐 |
노즐 구멍이 있음결함 | 교체 |
재료를 위에서 배출

| 가능한 원인 | 해결 방법 |
출력이 너무 낮음 | 이 상황이 나타나면 즉시 일시 중지 버튼을 눌러 방지슬래그가 초점경에 비산하다.그런 다음 출력을 증가시키고 진급 속도를 줄입니다. |
진급 속도율이 너무 높음 |
공품 미절독

| 가능한 원인 | 해결 방법 |
가공 가스 오류(N2) | 이 경우 즉시 타임아웃 버튼을 눌러슬래그가 집점경에 튀지 않도록 방지 |
진급속률이 너무 높음 | 가공 가스로 산소 사용 |
출력이 너무 낮음 | 진급률 감소 출력 증가 |
절단 표면이 정밀하지 않음

| 가능한 원인 | 해결 방법 |
공기압이 너무 높음 | 공기압 감소 |
노즐이 손상됨 | 노즐 교체 |
노즐 직경이 너무 | 적합한 노즐 |
재료가 좋지 않음 | 을 장착하여 표면이 평평하고 균일한 재료 사용 |
털 가시가 없고 견인선이 기울어져 있고 절개가 바닥에서 더 좁아짐좁다

| 가능한 원인 | 해결 방법 |
| 이송 속도가 너무 높습니다 | 이송 속도 감소 |
절단면 무늬가 거칠다

| 가능한 원인 | 해결 방법 |
초점이 너무 높음 | 초점을 낮춰 |
공기압이 너무 높음 | 공기압 감소 |
공급속도가 너무 낮음 | 유입 속도 |
재료가 너무 뜨거움 | 냉각 재료 추가 |
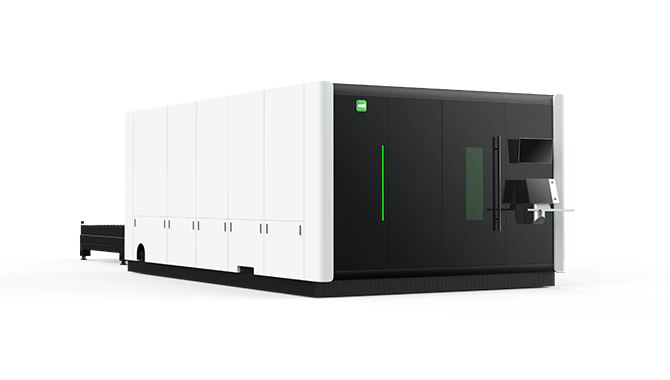
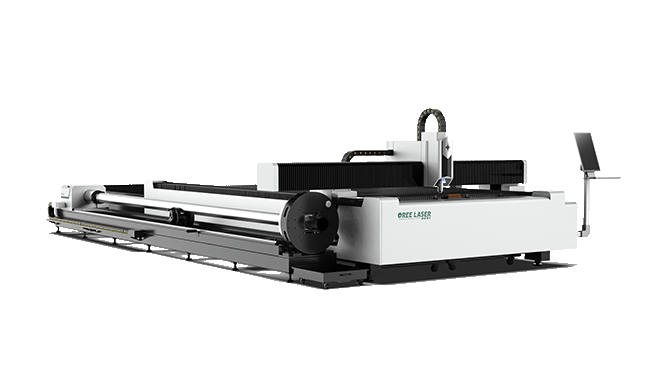
에우레 레이저 판재 광섬유 레이저 절단기 OR-F3015, 당신은 비즈니스 입문에 가장 우선 순위가 높습니다!
저희 Oreelaser 레이저 절단기 공장에 방문해 주셔서 감사합니다
Copyright ® 2018 OREE LASER